
 Hogar
Hogar





Barras de acero en
Información básica.
| N º de Modelo. | Ronen |
| Tolerancia | +-0,05 mm |
| Control | PLC+IGBT+Pantalla táctil |
| Nueva tecnología | Automático |
| Característica | Alta Eficiencia y Ahorro Energético |
| Precio | Precio de suministro directo de fábrica |
| Materia prima | Tubo, tubería, perfil, barra |
| Servicio postventa | Proporcione soluciones en 24 horas |
| El tiempo de entrega | Entrega a tiempo, sin demora |
| Servicio posventa proporcionado | Ingenieros disponibles para dar servicio a maquinaria en el extranjero |
| Solicitud | Temple o revenido de alambre de acero |
| Productividad | 17900t/año |
| Tipo de máquina | Horno de inducción IGBT |
| Material de calefacción | 30mnsi,30si |
| Diámetro de la barra de PC | 7,1 mm, 9,0 mm, 10,7 mm, 12,6 mm |
| Paquete de transporte | Caja de madera |
| Marca comercial | RONEN |
| Origen | Hebei, China |
| Capacidad de producción | 60PCS/año |
Descripción del Producto
Parámetros
Especificaciones | 7,1mm | 9,0 mm | 10,7 mm | 12,6 mm |
Linea de velocidad | 60-110m/minuto | 40-100m/minuto | 30-90m/minuto | 20-60m/minuto |
Temperatura de enfriamiento | 860ºC-960ºC | 860ºC-960ºC | 860ºC-960ºC | 860ºC-960ºC |
Temperatura de templado | 360ºC-460ºC | 360ºC-460ºC | 360ºC-460ºC | 360ºC-460ºC |
Consumo por tonelada | ≤375kW.h/T | ≤370kW.h/T | ≤370kW.h/T | ≤370kW.h/T |
Fuerza de extensión | >1420MPa | >1420MPa | >1420MPa | >1420MPa |
Fuerza de producción | >1275N/mm2 | >1275N/mm2 | >1275N/mm2 | >1275N/mm2 |
Alargamiento | >5% | >5% | >5% | >5% |
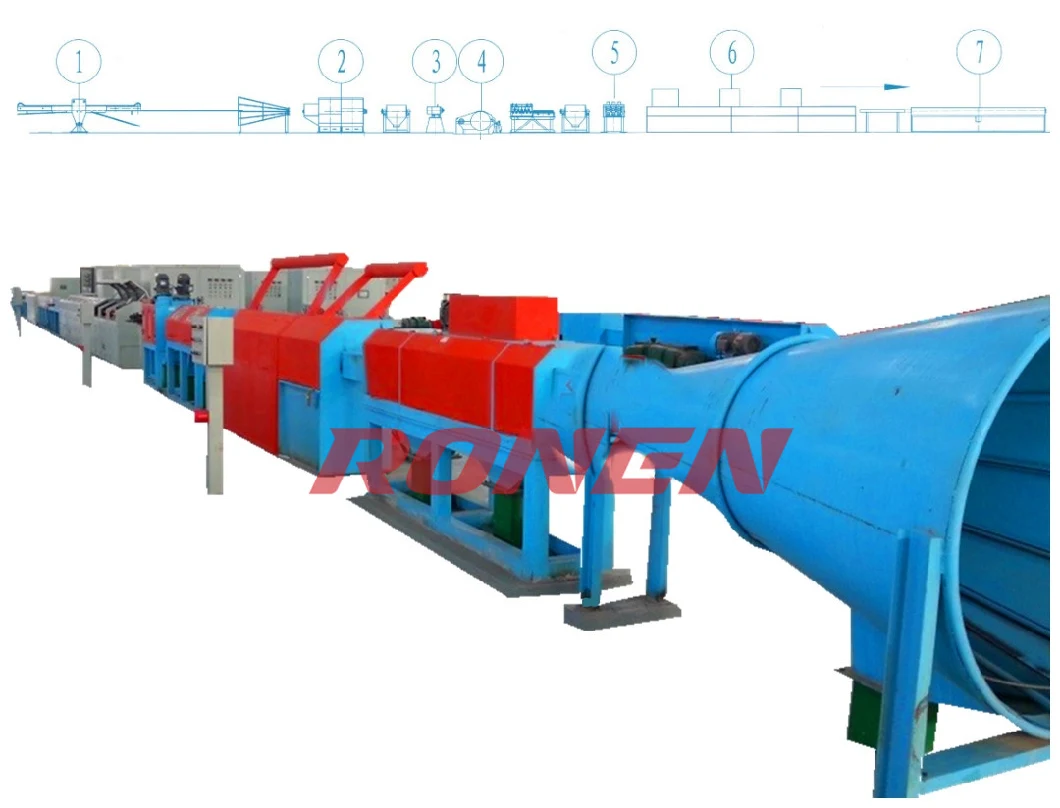
Equipo de horno de enfriamiento continuo en línea para barras de acero

Material de acero: 30MnSi, 30Si. Diámetro del producto: φ7,1~φ12,6 mm, Estándar: JIS G 3137
Velocidad de funcionamiento: Para hacer φ7,1 mm, velocidad nominal: 100 m/min; Máx. velocidad: 110 m/min (2,07 t/h); Para hacer φ9,0 mm, velocidad nominal: 90 m/min; Máx. velocidad: 100 m/min (3,01 t/h); Para hacer φ10,7 mm, velocidad nominal: 65 m/min; Máx. velocidad: 80 m/min (3,18 t/h); Para hacer φ12,6 mm, velocidad nominal: ≥40 m/min; máx. velocidad: 50 m/min (2,94 t/h); Temperatura de calentamiento: Temperatura máxima de enfriamiento: 950 °C Temperatura máxima de templado: 450 °C Consumo de electricidad/T: a la temperatura más alta de enfriamiento/revenido, el diámetro es φ9,0 mm, el consumo es <390 KW/h por tonelada. Nivel central de la línea de producción: 1000 mm
Composición del equipo y flujo de proceso: Equipo en línea: Soporte de pago → Dispositivo de empaquetado de cables → Descalcificación mecánica → Matriz brillante y matriz de muesca → Dibujo → Enderezamiento → 1# Máquina de tracción → Fuente de alimentación de precalentamiento (IGBT intermedio de 600 kW/8 kHz) Fuente de alimentación de calentamiento por inducción de frecuencia) → Fuente de alimentación de aumento de temperatura (Fuente de alimentación de calentamiento por inducción IGBT Superaudio de 200 kW/30 kHz) → Fuente de alimentación de aumento de temperatura (Fuente de alimentación de calentamiento por inducción IGBT Superaudio de 200 kW/50 kHz) + Enfriamiento/Retención → Tanque de agua de enfriamiento → Fuente de alimentación de templado (Fuente de alimentación de calentamiento por inducción de frecuencia intermedia IGBT de 300kW/8kHz)+Temperador y tubería de retención→Tanque de agua templado→2#Máquina de tracción→Tanque conductor de cable→Cizalla hidráulica/máquina inversa→Bobina de recogida 1→Bobina de recogida 2

Control eléctrico: Introducción a los aparatos eléctricos.
Función de suministro de energía de calentamiento por inducción IGBT
1. Los elementos principales son los IGBT de gran potencia SIEMENS 400A/1200V de Alemania, consisten en un círculo paralelo y tienen una buena capacidad de seguimiento automático de frecuencia.
2. Control de circuito cerrado doble de voltaje/corriente, este modo tiene una función de operación de voltaje constante, lo que significa que el voltaje de los inductores no se verá influenciado por el voltaje de entrada/resistencia de carga, etc. El voltaje constante hace que el calentamiento de la carga sea más estable.
3. Adoptar la tecnología de control más avanzada del mundo. Mediante un dispositivo de programación inteligente CPLD, la fuente de alimentación de calentamiento por inducción IGBT tiene la función de ángulo fijo y bloqueo de fase/seguimiento automático de frecuencia, etc. Este diseño puede mejorar la estabilidad y la eficiencia. Debido a que la máquina tiene la función de protección de desbloqueo por sobrefrecuencia o baja frecuencia, puede proteger con precisión los inductores de calentamiento de cables contra cortocircuitos y fallas de circuito abierto.
4. El circuito inversor tiene la función de fijar el ángulo/seguimiento y control de frecuencia. Cuando las condiciones de operación cambian, el ángulo de fase del inversor no cambiará, tiene un amplio rango adecuado de frecuencia
5. Método de barrido de frecuencia: alta precisión de la frecuencia de bloqueo de fase, ataque pequeño. La tasa de éxito inicial es del 100%. Rango de regulación de potencia: 10%-100%
6. El dispositivo de calentamiento por inducción IGBT tiene una amplia aplicación en tratamientos térmicos.
Catálogo de productos
La tecnología y la calidad líderes----Las líneas de producción completas |
Líneas de producción de barras de acero PC (hormigón pretensado) |
Líneas de producción de alambre de acero PC (hormigón pretensado) |
Línea de producción de alambre trenzado de PC (hormigón pretensado) |
Línea de producción de templado y revenido de alambre de acero para resortes. |
Línea de producción de barras de acero acanaladas laminadas en frío de alta ductilidad |